Aluminum is a key material in the clean energy transition and will be needed for transportation electrification, grid expansion, and renewable electricity generation. In fact, as the clean energy transition gains steam, global demand for aluminum could more than double by 2050. However, producing aluminum releases high amounts of carbon and other greenhouse gas (GHG) emissions. Decarbonizing aluminum production is key to maximizing aluminum’s climate benefit.
Luckily, there are ways to reduce aluminum’s carbon intensity. NRDC’s new white paper, Decarbonizing Aluminum: Technologies and Approaches to Achieve Zero-Carbon Aluminum, evaluates the technology and policy levers that can decarbonize aluminum production.
Download the Issue Paper
Primary aluminum production can be decarbonized through electricity decarbonization, process emissions elimination, and heat decarbonization
Primary aluminum (i.e., aluminum produced from raw materials) is produced from bauxite ore through two main steps: refining alumina from aluminum hydroxide using steam and intense heat, and then smelting alumina into pure aluminum through the Hall-Héroult process, which uses large amounts of electricity.
Primary aluminum production processes account for more than 90 percent of GHG emissions from aluminum production. Smelting accounts for 76 percent of total global aluminum emissions, and refining accounts for 16 percent. Decarbonizing the smelting step would greatly reduce GHG emissions across the entire aluminum industry.
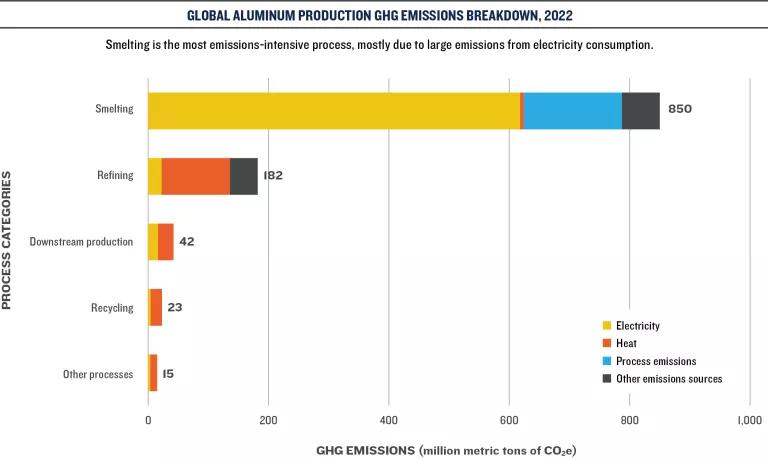
International Aluminium Institute, “Greenhouse Gas Emissions—Aluminium Sector.”
Electricity decarbonization can address most emissions from primary aluminum production
Most emissions related to aluminum smelting come from electricity generation, so electricity decarbonization is the highest impact intervention for aluminum decarbonization. To achieve this, aluminum smelters should be powered by clean, renewable sources of electricity when possible. Cost is becoming less of a barrier to electricity decarbonization than it has been historically, due to renewable electricity becoming cost-competitive with fossil fuel electricity. To maximize the utility of renewable electricity (which alone is not firm enough to entirely meet the constant power needs of smelters), smelters should adapt by implementing technologies that enable power consumption modulation and large-scale and long-duration electricity storage. These promising technologies are still being commercialized.
Learn More: Industrial Decarbonization



Process changes are required to address residual smelting emissions
However, almost 20 percent of smelting emissions come from process emissions, or emissions released from the reaction of alumina to aluminum. There are two main forms of process emissions: CO2 and perfluorocarbons (PFCs), which are GHGs that are thousands of times more potent and longer lasting per molecule than CO2. PFC emissions can be minimized through advanced computer monitoring and control systems with efficient feeders. These PFC control technologies are mature and widely used outside of the United States and China.
CO2 emissions can be addressed through carbon capture on smelting pots, although the low CO2 concentration makes carbon capture an economically and technologically suboptimal solution.
Finally, PFC and CO2 emissions can be simultaneously addressed by significantly altering or completely replacing the Hall-Héroult process, which uses electricity to power the chemical reaction of alumina to aluminum and is currently the most common way to produce aluminum. Inert anodes can eliminate process emissions by removing carbon from the Hall-Héroult process, but they still necessitate a mechanical redesign of the smelting cell. A demonstration plant using inert (or “carbon free”) anodes is slated for operation by 2027. Alternatively, carbothermic reduction and the aluminum chloride process both utilize different chemistries to eliminate process emissions and produce aluminum. Carbothermic reduction has not been pursued recently due to its inefficiency and high energy intensity. The aluminum chloride process has toxicity concerns but a lower energy requirement than the Hall-Héroult process, and aluminum producer Norsk Hydro expects pilot-scale production by 2030.

Heat decarbonization can address emissions from refining
While refining only produces about a sixth of the total primary aluminum production emissions, we should not ignore this step when it comes to decarbonization. Refining requires first extracting aluminum hydroxide through the Bayer process and then turning that into alumina through calcination. For the lower-temperature Bayer process, fossil fuel combustion for steam production can be replaced with mechanical vapor recompression (MVR) or electric boilers. MVR uses electricity to power a series of compressors to efficiently increase the temperature and pressure of waste steam. For the higher-temperature Bayer process (325 to 400 degrees Celsius), electric boilers can be used. Neither MVR nor electric boilers for the Bayer process have been proven at commercial scale but are expected for commercial scale operation around 2030. The second step, calcination, which requires 1,000 degrees Celsius heat, can be decarbonized through electrification or green hydrogen combustion.
Improved secondary aluminum circularity can contribute to overall aluminum decarbonization
Secondary, or recycled, aluminum requires just 5 percent of the energy needed for primary aluminum production, so fulfilling some future demand with secondary aluminum will support overall aluminum decarbonization. However, a large amount of secondary aluminum ends up in landfills rather than being recycled. Increasing the amount of aluminum that is recycled and recirculated is key to leveraging secondary aluminum as a decarbonization solution.
Expanding recycling infrastructure and increasing monetary incentives for recycling can improve postconsumer aluminum scrap collection rates. Better sorting and purification methods will be needed to yield higher-quality secondary aluminum that can be used in a wider range of applications.
Additionally, centralizing secondary aluminum production can drive efficiency and quality gains. Mini mills are small aluminum mills that take aluminum scraps to be sorted, melted, and made into products, all in one place. With all processes occurring in one facility, the multiple heating and cooling steps required in the typically decentralized process can be eliminated, resulting in energy, cost, and emissions savings. More control over each step of the process can also lead to better-quality secondary aluminum.
Decarbonizing aluminum is necessary to meet climate targets, and supportive domestic policies will be needed
Aluminum is, ironically, a carbon-intensive material whose increased production is necessary for the clean energy transition. To maximize aluminum’s climate benefit, primary aluminum production must be decarbonized by addressing electricity, process, and heating emissions. Simultaneously, secondary aluminum recycling must be improved by diverting more of this material away from landfills, alongside better sorting and purification techniques. The U.S. Department of Energy estimates that decarbonizing U.S. aluminum could require $10 to $15 billion in capital investment through 2050. However, this investment is necessary to ensure we reach our clean energy goals. With the right investments and policies, aluminum decarbonization is achievable.
This white paper provides policymakers and advocates with options and pathways for aluminum decarbonization.
Related Resources

Not Cool: How the EPA’s Refrigerant Rollback Will Raise Your Grocery and AC Costs

A Climate-Aligned Trade Policy Can Strengthen the U.S. Aluminum Industry
